讓買家找上門
發(fā)布采購單》
正品保障
采購返現(xiàn)
源頭直供
讓買家找上門
發(fā)布采購單》
正品保障
采購返現(xiàn)
源頭直供
擊交談/留言") ?
?
|
||||||||||||||||||||||||||
現(xiàn)公司運(yùn)用CAD、CAM、CAPP技術(shù),提高了技術(shù)產(chǎn)品制造新水平。多年來的制造經(jīng)驗(yàn)與不斷的研究創(chuàng)新,從設(shè)計(jì)、制造、檢驗(yàn)至售后服務(wù)均經(jīng)嚴(yán)格管制;公司有一批經(jīng)驗(yàn)豐富的模具設(shè)計(jì)人員,具備開發(fā)、設(shè)計(jì)新產(chǎn)品的能力。以先進(jìn)的技術(shù)、科學(xué)的管理、優(yōu)良的產(chǎn)品、周到的服務(wù)滿足客戶的要求。
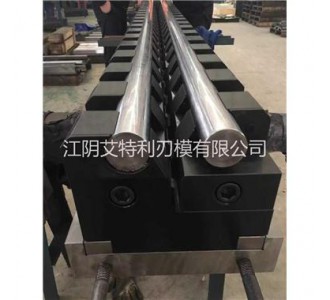
艾特利數(shù)控折彎機(jī)模具,無壓痕折彎模具,折彎機(jī)模具廠家



折彎模具是鈑金加工成形的主要工藝裝備,隨著工程機(jī)械、汽車、船舶、航空航天、電器儀表和建筑裝潢等行業(yè)的發(fā)展,國內(nèi)外鈑金加工企業(yè)對(duì)鈑金制品的成形精度、形狀復(fù)雜度要求越來越高,同時(shí)對(duì)鈑金件的表面質(zhì)量要求越來越高,特別是對(duì)不銹鋼板、鋁板的折彎加工,更是要求無劃痕。為了避免折彎機(jī)加工時(shí)在工件表面產(chǎn)生壓痕,試驗(yàn)中從鈑金件的折彎方式、材料硬度、凹模結(jié)構(gòu)、選擇機(jī)床與模具精度四個(gè)方面來分析折彎時(shí)鈑金件產(chǎn)生表面壓痕的原因。
折彎機(jī)是常用的鈑金設(shè)備之一,在裝潢、汽車、電器等行業(yè)發(fā)揮著重要作用。然而,在折彎的過程中,受到模具、折彎壓力等因素的影響,所折板材常常會(huì)產(chǎn)生壓痕,尤其是鋁板和不銹鋼板更容易產(chǎn)生壓痕。這些壓痕會(huì)嚴(yán)重影響到產(chǎn)品外觀。
為了避免或是減少這些壓痕,許多制造商會(huì)選擇進(jìn)行二次加工,折彎后再次打磨或是對(duì)板材進(jìn)行噴漆。有些制造商則會(huì)在折彎前給板材鍍膜,從而避免壓痕。然而這些操作不僅耗時(shí)耗力,而且收效甚微。
壓痕產(chǎn)生原因
大多數(shù)折彎機(jī)采用V形模,左圖為折彎前,右圖為折彎中

A點(diǎn)和B點(diǎn)均為板材受力點(diǎn),折痕也通常出現(xiàn)在A點(diǎn)和B點(diǎn)。在折彎時(shí),上模下落,板材沿著A、B兩點(diǎn)滑動(dòng),L為滑動(dòng)范圍,也是最容易產(chǎn)生壓痕的地方。若制造商采用鍍膜的方式避免產(chǎn)生壓痕,隨著折彎壓力的變化,保護(hù)膜易破裂。保護(hù)膜一旦破裂,壓痕就會(huì)產(chǎn)生。
解決方案
1.滾軸式V型模
這種模具主要的工作原理是上模下落,旋轉(zhuǎn)軸轉(zhuǎn)動(dòng),帶動(dòng)翻轉(zhuǎn)板翻轉(zhuǎn)。正是因?yàn)榉D(zhuǎn)板的翻轉(zhuǎn)使得工件與下模充分接觸,無任何滑動(dòng)范圍,避免產(chǎn)生壓痕。
2.可替換橡膠條V型模
該模具的原理是在常用V型模兩側(cè)各開一個(gè)間隙,在這個(gè)間隙中插入橡膠條。在折彎過程中,板材接觸到的是橡膠條。橡膠條的硬度遠(yuǎn)低于普通下模,從而避免產(chǎn)生壓痕。
傳統(tǒng)折彎的缺陷
傳統(tǒng)折彎方式下的下模結(jié)構(gòu),這種結(jié)構(gòu)通常有開口大小不一的V形槽,用于折彎不同厚度的板材。折彎時(shí)在折彎力的作用下,板材沿下模V形槽口邊緣移動(dòng)并受折彎力的擠壓與滑動(dòng)摩擦,從而使成形后的鈑金件表面形成明顯的壓痕拉傷缺陷,缺陷帶的寬度約為V形槽口的0.414倍,嚴(yán)重影響了產(chǎn)品的外觀質(zhì)量。要解決傳統(tǒng)折彎中出現(xiàn)的上述缺陷,就必須要克服折彎過程中板材的移動(dòng)和下模V形槽對(duì)板材形成的摩擦力與擠壓力。
無壓痕折彎技術(shù)與模具結(jié)構(gòu)
1:滾軸式無壓痕模具
滾軸式無壓痕模具的結(jié)構(gòu)所示,在對(duì)金屬板材進(jìn)行折彎加工時(shí),工件在折彎過程中與下模上的硬質(zhì)合金芯棒接觸,且芯棒會(huì)順著板材的移動(dòng)方向轉(zhuǎn)動(dòng),使工件在與下模接觸受力后由傳統(tǒng)的滑動(dòng)摩擦變?yōu)闈L動(dòng)摩擦,大幅降低了工件表面由于受擠壓而產(chǎn)生的壓痕和擦傷,有效地提高了工件的外觀質(zhì)量和精度。但在折彎過程中,下模滾軸與板材仍存在擠壓力,不能完全避免折彎壓痕,尤其是在折彎材質(zhì)軟的板材時(shí)。
2:轉(zhuǎn)動(dòng)翻板式無壓痕模具
轉(zhuǎn)動(dòng)翻板式無壓痕模具的結(jié)構(gòu)如所示,在上模將工件壓入下模體的過程中,由于工件與轉(zhuǎn)動(dòng)翻板平面接觸,轉(zhuǎn)動(dòng)翻板在下模體中轉(zhuǎn)動(dòng),工件在整個(gè)折彎過程中與轉(zhuǎn)動(dòng)翻板不產(chǎn)生相對(duì)滑動(dòng),同時(shí),工件與轉(zhuǎn)動(dòng)翻板是面接觸,消除了工件表面由于受擠壓而產(chǎn)生的壓痕和擦傷,有效提高了工件的外觀質(zhì)量和精度。
其他無壓痕折彎技術(shù)
除了上述兩種無壓痕模具結(jié)構(gòu)能夠解決折彎時(shí)工件表面的壓痕,也可通過使用防壓痕膠墊、單V凹模防壓痕膠套、塊狀優(yōu)力膠+AT墊襯、硬質(zhì)橡膠凹模等方法來解決折彎時(shí)工件表面的壓痕,達(dá)到產(chǎn)品質(zhì)量要求,如圖4所示。但膠墊、膠套、優(yōu)力膠塊及硬質(zhì)橡膠在折彎過程中易變形,使用壽命短,影響折彎工件的尺寸精度,只適用于尺寸精度要求不高的工件折彎。
小結(jié)
在折彎過程中,造成板材有刮痕的原因有很多,本文僅從改變模具的角度出發(fā),提供減少壓痕的解決方案。若您對(duì)折彎機(jī)、剪板機(jī)有更多感興趣的話題,想進(jìn)一步了解這些產(chǎn)品,請(qǐng)聯(lián)系我們。
我們的地址:江陰市工業(yè)園
電話:0510-86022789
聯(lián)系手機(jī):18015398600 期待您的咨詢
高模專業(yè)從事折彎機(jī)模具和各類刀片開發(fā)設(shè)計(jì)、產(chǎn)品加工制造、成品組裝及跟蹤服務(wù)于一體的生產(chǎn)企業(yè)。High modulus and specializes in various types of blade bending machine mold development and design, product manufacturing, product assembly and tracking services in one of the producers.
標(biāo)簽: 滾軸式無 轉(zhuǎn)動(dòng)翻板 無壓痕折 折彎機(jī)模 數(shù)控折彎 滾軸式無壓痕模具 轉(zhuǎn)動(dòng)翻板式無壓痕模具 無壓痕折彎機(jī)模具 折彎機(jī)模具廠家 數(shù)控折彎機(jī)模具 無錫市數(shù)控折彎機(jī)模具 無錫市數(shù)控折彎機(jī)模具廠家